








Andre - know-how i doświadczenie
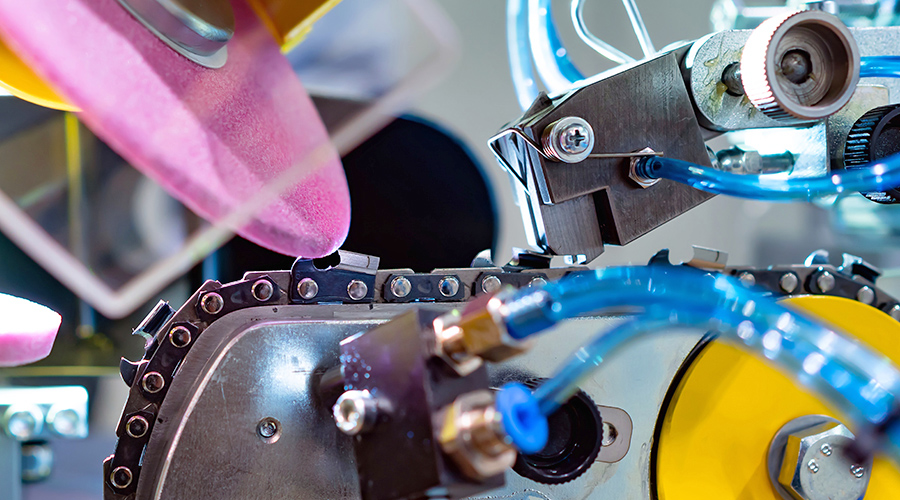
ANDRE to producent profesjonalnych narzędzi ściernych
ANDRE to polska firma rodzinna, która projektuje, produkuje i dostarcza szeroki asortyment narzędzi ściernych ze spoiwem żywicznym i ceramicznym do obróbki zgrubnej i precyzyjnej wielu rodzajów materiałów. Są to zarówno typowe narzędzia ścierne, jak również produkty pod indywidualne zamówienia kontrahentów.
Zobacz więcej